March 09, 2018
Why Don’t Decorators Use The Newest Technologies?
Hailed as the next big thing in decoration, DTG and sublimation continue to improve – but the majority of decorators haven’t bought in. Is the time finally right for your shop?
Last year, online fashion accounted for nearly 20% of retail e-commerce sales in the United States – a total of more than $458 billion. This massive sum of business is changing expectations for apparel customers, who thirst for on-demand personalized garments that can be manufactured in small quantities and delivered at incredible speeds. “Online shopping has turned the idea of supply and demand on its head,” says Omer Kulka, VP of marketing and product strategy for Kornit, which manufactures digital inkjet printers for the apparel decoration industry. “Instead of selling what we’ve already manufactured, we’re being asked to manufacture what we’ve already sold.”
The truth is this emerging model can be difficult to capture with screen printing and other manual decoration methods. By contrast, digital techniques such as direct-to-garment printing (DTG) and sublimation are perfect for it; they deliver quick, customized designs with one-piece minimums, conveniently leaving room for constantly changing apparel trends.

DTG and dye-sublimation aren’t that new; their primitive origins date back decades, and their current commercial forms are old enough to have been Bar Mitzvahed. But the belief is these techniques are on the rise. In fact, the digital decoration techniques were ranked first and second in the Wearables State of the Industry survey when decorators were asked which techniques would exhibit the most growth in the next five years.
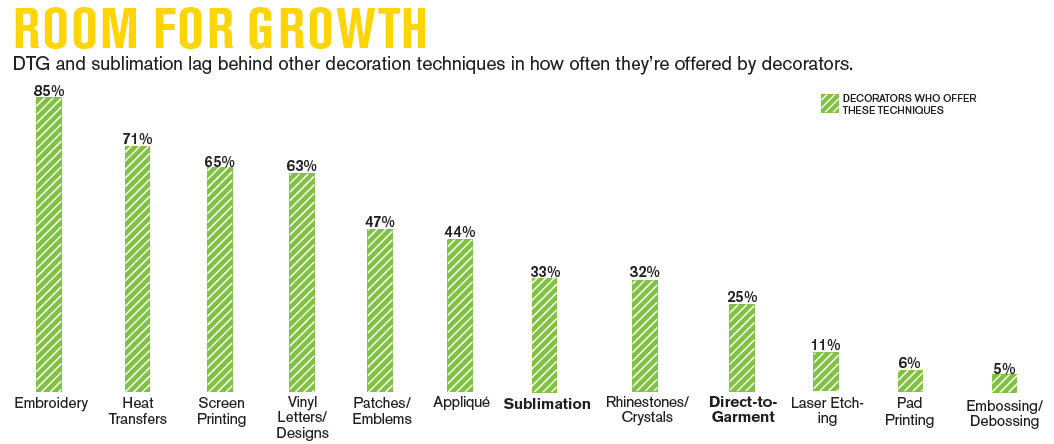
That’s a look into the future; the current reality is a different story. Only a third of decorators offer sublimation, while a quarter offer DTG – both figures declining from 2016. (Embroidery, heat transfers and screen printing rate much higher.) Only 13% of decorators plan to add either of these techniques this year. Buyer recognition of these digital techniques also lags significantly behind other methods.
Equipment manufacturers continue to refine these technologies, aggressively seeking ways to make them faster, user-friendly, durable and cost-effective. Still, manufacturers and decorators agree that several challenging factors remain: the up-front investment and everyday cost of printing, a steep learning curve with new technology, production bottlenecks and the necessity of bringing in steady business to maintain the machines.
And yet, with all that said, digital decoration techniques have proved they have a purpose and place in apparel shops. “The online revolution is a major force that’s pushing everyone into a space where we have the technology to make decorators more profitable – if they’re willing to make the leap,” Kulka says.
The question for decorators: Is now that time?
 nvesting in the latest technology is a challenge – the excitement of new capabilities is tempered by the cost of investment and the time it takes to integrate and streamline processes. It can be difficult to step back far enough to make it all work. But when it comes to digital decoration, thriving shops have successfully made them work.
nvesting in the latest technology is a challenge – the excitement of new capabilities is tempered by the cost of investment and the time it takes to integrate and streamline processes. It can be difficult to step back far enough to make it all work. But when it comes to digital decoration, thriving shops have successfully made them work.
Rob Dubow, owner of Dubow Textile (asi/700107) in St. Cloud, MN, now has 150 employees and has invested heavily in technology to manage his growing on-demand business. “You invest in the technology for order processing, the equipment and the expanded space, then you have to take time to build new processes and teach employees to execute them,” Dubow says. “The digital print world is changing so fast, and a lot of effort goes into understanding the market, the competition and the direction of the industry.”
Dubow runs eight Kornit DTG printers in addition to five automatic screen-printing machines and 230 heads of embroidery. Digital techniques account for 25% of the company’s gross revenue, which has grown considerably since Dubow entered the B2C market a few years ago. “The demand for full-color prints with no minimums is what drives the digital business,” Dubow says. “Ad specialties are selling to businesses, and those businesses are looking to purchase similarly to the B2C market.”
Rowboat Creative (asi/83710) added DTG and dye-sublimation capabilities almost six years ago. “We’ve always been on the forefront of industry technologies to help push our capabilities ahead,” says Lucas Guariglia, president and director of sales. DTG allowed the Chicago-based company to print on-demand, but clients loved the ability to see a production sample without higher setup fees before committing to a full screen-printing run. (Guariglia tells clients the results aren’t “apples to apples,” but clients appreciate seeing something tangible.) Meanwhile, the company uses dye-sub in its cut-and-sew program for patterned panels and all-over sublimation. “Sublimation is an amazing decoration process,” Guariglia says. “You just need to really understand the medium to start to push its limits.”
Scalable Press (asi/87178), one of the largest digital print companies in the industry, runs its DTG printers 24 hours per day, five days per week in four production facilities across the country. The company employs over 300 people and runs three shifts per day to keep up with the order volume. “It’s a huge competitive advantage for us to have so much volume going through these machines,” says Doug Sill, VP of sales. “You have to know who to target and how to get the business required for the machines to be worth the expense.”
Like any decoration solution, there’s an initial cost to get started. Entry-level DTG printers can start at a few thousand dollars and range up to high-end commercial behemoths with a $200,000 sticker. Sublimation printers are more affordable – Sawgrass Ink offers a smaller printer up to 8.5” x 14” for around $600 for a full set of ink, while its larger model (11” x 17” without a bypass tray and 13” x 19” with) costs $1,700. Both techniques require a heat press as well, to either cure the ink for DTG (a conveyor dryer for screen printing also works) or to transfer the inks into the garment for sublimation.
Click here for a larger image of the above.
But as with any technology, the investment can be offset by the business it unlocks. And that’s where the difficulty ramps up. With DTG, “I don’t think the challenge is as much an up-front financial burden as it is an efficiency burden,” Sill says. “Decorators get into it because they’re excited about one-off orders, but the only way this really works is if your machines are running all the time. If not, it becomes a major money pit.”
There’s a simple reason for that: “DTG printers historically do not work well when they sit in the corner and are used occasionally,” says Deana Leelachat, trade show and marketing manager at Anajet (asi/16000). “They need to have ink flowing through daily or print heads dry out and nozzles break. Many decorators don’t have enough sales to run it every day, then when they do have a big order, they realize it doesn’t work properly and that interrupts productivity.”
Improving durability to withstand longer periods between orders has become a priority. In response, Anajet recently launched the R100, an affordable, portable printer that can quickly heat up after sitting on the shelf for weeks. “This product is intended to help businesses get into DTG sooner,” Leelachat says, “because it’s significantly less expensive, it’s portable to bring to their trade shows and events when they’re out educating customers on this method of printing, and it’s not as fragile with maintenance as some of the larger machines.”
Other barriers remain. Pretreatment and printing are both time-intensive activities. Ink usage and the associated cost have also been a concern – fine for low-minimum orders, but difficult to compete with screen printing for larger runs. Kornit squarely focused on that with its announcement in January of the Avalanche HDG. The company says it will reduce ink consumption by as much as 46%, depending on which previous model Kornit users have. “This year, our goal is to start penetrating the screen-printing market with the new technology we’ve developed – an HD print engine that can compete with screen printing on runs that are one to 500 pieces,” Kulka says. He adds that “the target before was never screen printers,” attributing the difficulty of shifting to a digital format. “Now,” he says, “we can offer them something that tackles a lot of the issues digital printing traditionally has. It could revolutionize the way they work and give them an edge that wasn’t there before.”
Compared to DTG, sublimation may have less technological setbacks, but it’s not without its challenges, including the efficiency of the technique. “While there are machines that can sublimate directly to roll fabric, most facilities simply know the process of printing the sublimation paper first and then needing to heat press the substrate or garment,” says Guariglia. “This is obviously time-consuming when you get into volume.”
And while the technology is wondrously versatile (a single solution for apparel, signage, hard goods and more), it only works on apparel with synthetic fibers (ruling out cotton). Oversized and all-over decorations on finished garments can pose challenges due to seams, folds and raised areas blocking the design. Sublimating before the cut-and-sew process is ideal, but very few shops have those capabilities.
These roadblocks are far from insurmountable. “Practice always makes perfect, and we encourage decorators to experiment with their equipment to refine their production processes so they’re as efficient as possible,” says Robin Kavanagh, global public relations manager at Sawgrass Ink in Charleston, SC.
It doesn’t mean decorators are left to their own devices. The size of a sublimation printer determines what it can be used for (larger ones, for example, can accommodate bigger signage and all-over apparel printing), and Sawgrass has expanded the range of its printer sizes to accommodate a wider range of applications. “Digital decoration is now more accessible than ever, and it’s not so much the advent of more technologies as it is the size and affordability of the options,” Kavanagh says. The company also offers its new Virtuoso sublimation line for decorators, a complete system that includes design software, visual assets for commercial use, easy-to-use print and color management software, 24-hour product support, and sales and marketing education. Says Kavanagh: “We’ve taken a lot of the guesswork out of it and are always looking for ways to soften the learning curve.”
 ou’ve seen the possibilities and invested in digital decoration. Great. That means putting them to use, which means drumming up business by targeting the right markets and educating clients. “It’s tough to get customers to venture outside of traditional techniques,” says Kevin Johnstone, sales and marketing at FPS Apparel (asi/53475). “Our customers then have to convince their customers of the same thing, so it’s this trickle-down effect. And if decorators are stuck in their ways and not willing to put the effort into education, everyone is going to keep selling what they know best.”
ou’ve seen the possibilities and invested in digital decoration. Great. That means putting them to use, which means drumming up business by targeting the right markets and educating clients. “It’s tough to get customers to venture outside of traditional techniques,” says Kevin Johnstone, sales and marketing at FPS Apparel (asi/53475). “Our customers then have to convince their customers of the same thing, so it’s this trickle-down effect. And if decorators are stuck in their ways and not willing to put the effort into education, everyone is going to keep selling what they know best.”
Sweatshirts with custom sublimated hood linings are the top-selling product at FPS, but that didn’t occur by happenstance. The supplier used its website, product videos, ads, email blasts, media coverage and samples to educate end-buyers. “A physical sample or even a spec sample usually has the most success because it’s such a unique product and decorating process that end-users really need to see it in person to get the full impact,” Johnstone says. As a result, FPS produced 53% more custom sublimated hoodies in 2017 than the year before.
Screen printing, embroidery and transfers have been around for decades, and most buyers are familiar with them. Beyond that, “we do find that a good majority of buyers are not educated across the board on a lot of techniques,” says Rowboat’s Guariglia. The company offers embroidery and screen printing in addition to dye-sub and DTG, and Guariglia says Rowboat makes a point of educating anyone about the techniques it offers. “It’s not only important to help guide certain projects and orders,” he says, “but it also helps create inspiration and open up modes of thinking these individuals might not have considered.”
Decorators may hesitate to add these options because of their lack of knowledge. And even when they do, says Kavanagh, they may have trepidations about learning to use digital techniques or be too busy with their existing business to put in the time and energy they require. “People tend to be more comfortable with what they know, and unless they have the current market or know how to sell the technique to new customers, the machines aren’t being used frequently enough,” says Kavanagh. “As manufacturers, we take it upon ourselves to begin the education process for the industry, but we do have to decide who our target customers are and who’ll be open to digital techniques.” Sawgrass and other equipment manufacturers offer training and education tools to get decorators up to speed.
The biggest catalyst for increased adoption will be buy-in from decorator to distributor to end-buyer. Those who have already made the transition think consumer behavior will push more shops to digital decoration. “There are many people who’ve done things the same way for a long time, and those habits need to change to keep up with the consumer demand,” says Scalable Press’ Sill. “As the quality gets better with digital, I think we’ll see more people accepting these techniques and valuing their advantages.”
The majority of decorators haven’t adopted digital decoration, but Kornit in particular thinks they will once they recognize the latest trend trickling down from retail to the promotional industry. “We’re seeing on-demand printing as the new normal, with on-demand manufacturing and on-demand cut-and-sew to follow,” Kulka says. “Everyone wants new and different things all the time, we want them to be personalized, and of course, we don’t want to wait for any of them.”
Digital Upgrade
Here are some of the newest and most exciting options in sublimation and direct-to-garment printing.
Epson SureColor F2100
This DTG printer (from Epson) offers twice the speed of its predecessor, in addition to a quick-load platen, Epson Garment Creator software and an integrated self-cleaning system. Its white-ink mode offers simultaneous DTG printing of white and color inks on the color pass for greatly improved image quality, speed and efficiency.

RICOH Ri 100
This new printer from Anajet (asi/16000) features the latest DTG inkjet printing technology and stackable print finisher in one efficient and compact footprint. This desktop printer boasts a low initial cost (less than $5,000) and was named the 2018 CES Innovation Honoree. Great for trade shows, retail spaces and decorators that want to get into the digital space with a machine that requires less maintenance than most DTG printers.

Avalanche HD6
For high-output jobs, the new DTG printer from Kornit reduces ink consumption by up to 46% compared to previous Non R-Series versions of the DTG Avalanche Hexa. The new HD system is an attractive choice for screen printers with print runs between one and 500 copies, especially with Kornit’s NeoPigment Rapid ink, which offers an improved gamut for spot and brand color matching, increased opacity and saturation of the white ink, as well as improved hand feel.

Virtuoso VJ 628
Available from Sawgrass, this is the only 25” sublimation printer on the market, which allows decorators to print full bleed at 24” without having to invest in a larger printer. The SubliJet-HD FLEX ink launched this year adds high-end art and professional photography capabilities with traditional CMYK, orange and blue for a greatly expanded gamut, and fluorescent pink and yellow for a huge range of true fluorescents.
Andy Vantrease is a contributing writer for Wearables.